化学研磨液・エッチング液・電解研磨液
ステンレス鋼用電解研磨液 エスクリーンEP
金属光沢長もち、液寿命長もち 電解研磨液 エスクリーンEP
電解研磨とは電気の力を利用して研磨をする技術です。「電子が-(陰極)から+(陽極)に流れる性質」と「電気は凸部に流れやすく凹部に流れにくいという性質」を利用したものです。金属凸部を溶かすことで(ミクロン単位)表面状態を滑らかに仕上げるので、ステンレス特有の美麗な光沢を得ることができます。金属表面が滑らかなので汚れが付着しても洗浄しやすく、光沢が失われることがありません。処理液中の金属濃度、液劣化にあわせて新液を補充しながらご使用いただけます。
ステンレス表面に光沢付与できる電解研磨処理(比較写真)
写真上:光を同じ条件で当てた場合、処理前後では反射の仕方が変わります。
写真下:金属表面の滑らかさ、光沢度合いが違います。
処理前

処理後

処理前(拡大)

処理後(拡大)

エスクリーンEPによる電解研磨処理
温度と電流密度による重量変化
| 温度/電流 | 23.3A/d㎡ | 26.7A/d㎡ | 30.0A/d㎡ |
|---|---|---|---|
| 60℃ | 0.0427g | 0.0478g | 0.0600g |
| 50℃ | 0.0435g | 0.0507g | 0.0519g |
*ステンレス(SUS304)30mm×50mm平板にて測定
*処理時間は2分30秒
*こちらは実測値であり、規定値ではありません。電圧・薬液温度・時間を調整することで仕上がりが変わります。
面粗度(Ra値)
| 処理前 | 処理後 |
|---|---|
| 0.13μm | 0.06μm |
*ステンレス(SUS304)30mm×50mm平板にて測定
*処理条件は30.0A/d㎡で4分
*こちらは実測値であり、規定値ではありません。電圧・薬液温度・時間を調整することで仕上がりが変わります。
ステンレス鋼用電解研磨液
エスクリーンEP の特長
熱の影響を受けません
機械的な加工により金属表面が高温になると、熱膨張の影響により金属が変形してしまう可能性があります。これらは耐食性低下の原因となります。しかし、電解研磨は水溶液中で処理をしますので、熱の影響を受けることがありません。
金属面を傷つけるのではなく、滑らかにします
表面に細かい傷をつけて光沢を出す手法ではなく、金属表面を溶解させながら研磨処理を行いますので、表面を傷めることや傷つけることがありません。表面に傷がない=汚れを保持しにくいため、金属表面が汚れても容易に洗浄ができるという効果も期待できます。
テスト実績例
ステンレス以外にもインコネルやハステロイの電解研磨に対応できる場合があります。
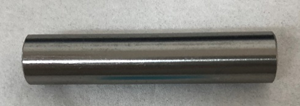
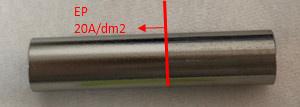
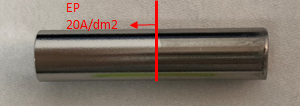
SUS304部材をエスクリーンEP(約60℃、3分、20A/d㎡)で電解研磨して光沢付与
お客様より提供いただいた部材を処理しています。
処理前

処理後

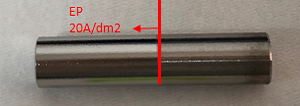
インコネル600部材をエスクリーンEP(約50℃、3分、20A/d㎡)で電解研磨して表面を平滑化
お客様より提供いただいた部材を処理しています。
※インコネル(Inconel®)は Special Metals Corporation の登録商標です。
処理前
処理後
ハステロイS-22部材をエスクリーンEP(約50℃、3分、20A/d㎡)で電解研磨して表面を平滑化
お客様より提供いただいた部材を処理しています。
※ハステロイ(HASTELLOY®)は Haynes International, Inc の登録商標です。
処理前

処理後
ハステロイS-276部材をエスクリーンEP(約50℃、3分、20A/d㎡)で電解研磨して表面を平滑化
お客様より提供いただいた部材を処理しています。
※ハステロイ(HASTELLOY®)は Haynes International, Inc の登録商標です。
処理前

処理後
エスクリーンEP (ステンレス鋼用電解研磨液)
| 性状 | 強酸性液体(硫酸10~15%含有) |
|---|---|
| 該当法令・規制 |
医薬用外劇物 |
| 使用方法 |
【工程例】脱脂→水洗→電解研磨(→中和→水洗)→乾燥 |
| 設備・機械 | 電源装置、電極 耐熱塩化ビニルまたはポリエチレン製などの処理槽を使用 接点以外はコーティングしたラックを使用 |
| 廃液処理 | 「特別管理産業廃棄物(廃酸)」に指定 廃液:都道府県知事の許可を受けた産業廃棄物処理業者に委託 水洗水:金属除去→pH調整→BOD・CODを考慮して放流 スラッジ:産業廃棄物として処理 |
| 注意事項 | ・使用時は、必ず保護眼鏡・保護手袋などの適切な保護具を着用 ・保管時は、必ず密栓をして直射日光を避け、換気のよい冷暗所に保管 |
詳しくはカタログ をご覧ください。