酸化皮膜除去剤・溶接焼け除去剤
ステンレス鋼用ノンフッ素溶接焼け除去剤 エスピュアSJ-400
フッ酸 硝酸処理の代替に エスピュアSJ-400
従来品、ノンフッ素タイプの溶接焼け除去剤エスピュアSJ-100を仕上がり面の向上と、さらなる排水処理課題の解決へ向け、改良・開発しました。フッ酸はもちろんのこと、リンおよび硝酸性窒素含有率0%を実現したエスピュアSJ-400は今後さらに基準が厳しくなる排水中のフッ素・リン・窒素含有量の削減に寄与します。仕上がり面もフッ酸処理に近づきました。
エスピュアSJ-400と硝フッ酸系処理剤の比較はこちらをご覧ください。
ステンレス鋼用ノンフッ素溶接焼け除去剤 エスピュアSJ-400
SUS304フランジ溶接焼け処理(比較写真)
処理前

処理後

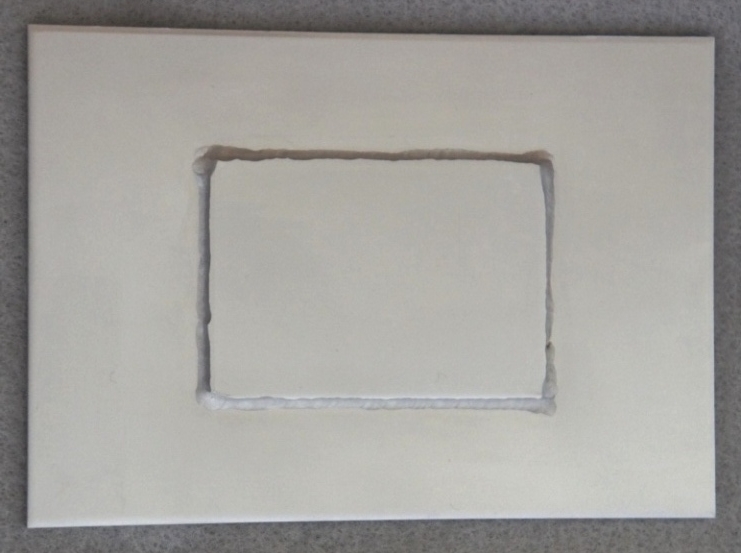
SUS304板の溶接焼け処理(比較写真)
処理前

処理後
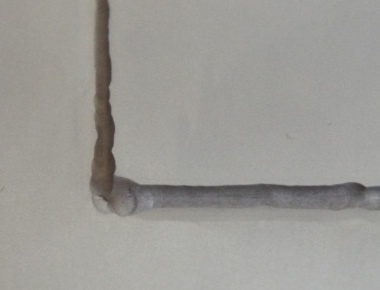
処理前(拡大)

処理後(拡大)
ステンレス鋼用ノンフッ素溶接焼け除去剤
エスピュアSJ-400 の特長
毒物及び劇物取締法に非該当 安全性バージョンアップ
フッ酸や硝酸は強力であり、処理時間が早いという観点から金属表面処理においてとても重宝されています。その一方で毒物劇物に指定されているように、取り扱いには十分な注意が必要なものでもあります。そのようなフッ酸および硝酸を使用していない当製品は作業面はもちろん、保管・管理においてもリスクを軽減した製品です。
さらなる排水処理面の改善
リンおよび硝酸性窒素非含有の当製品は、排水処理面においても取り扱いしていただきやすくなりました。COD・BODを考慮した希釈排水、中和処理は必要ですが、その他の特別な排水処理設備は有することなくご使用いただけます。
電力を用いず溶接焼けを除去する処理方法
当製品は液体性です。部材を浸漬することで電力などを用いず、溶接焼けを除去します。電気処理では届きにくい部分への溶接焼け除去におすすめです。
- 濃度:原液
- 温度:常温
- 時間:5~90分
- 容器:プラスチック製およびガラス製
素地への影響を軽減
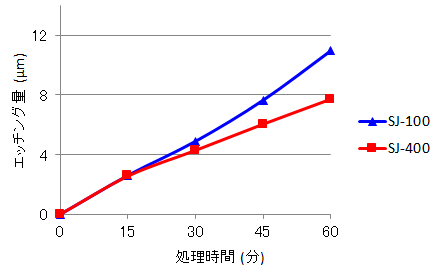
下記グラフは、エスピュアSJ-400と当社従来品エスピュアSJ-100(ステンレス鋼用ノンフッ素スケール除去剤)のエッチング量を比較したものです。処方を変更したことで素地への影響を軽減することができました。
ステンレス鋼用ノンフッ素溶接焼け除去剤 エスピュアSJ-400 エッチングデータ(当社従来品との比較)
| 処理条件 |
|---|
| 素材:SUS304 |
*こちらは実測値であり、規定値ではありません。
用途例
ステンレスダクトの溶接焼け除去、ステンレスタンクの酸洗浄剤としてご使用いただいております。
採用事例
ステンレス台車部品の溶接焼け除去剤としてご使用いただいております。
溶接焼けの度合いに合わせた希釈濃度で金属の光沢を失わず処理されています。
処理前(台車部品)

処理後(台車部品)

処理前

処理後

処理前

処理後

エスピュアSJ-400 (ステンレス鋼用ノンフッ素溶接焼け除去剤)
| 性状 | 無機酸を主とした淡黄色の強酸性液体 |
|---|---|
| 使用方法 | 【工程例】脱脂→水洗→脱酸化皮膜・脱錆→水洗→めっき・化学研磨・塗装・不動態化処理など 濃度:原液使用 温度:常温 時間:5~90分 |
| 設備・機械 | 樹脂製などの処理槽を使用(鉄製は不可) 排気装置の設置 |
| 廃液処理 | 「特別管理産業廃棄物(廃酸)」に指定 廃液:都道府県知事の許可を受けた産業廃棄物処理業者に委託 水洗水:金属除去→pH調整→BOD・CODを考慮して放流 スラッジ:産業廃棄物として処理 |
| 注意事項 | ・使用時は、必ず保護眼鏡・保護手袋などの適切な保護具を着用 ・保管時は、必ず密栓をして直射日光を避け、換気のよい冷暗所に保管 |
詳しくはカタログ をご覧ください。
エスピュアSJシリーズには液体タイプのほかにジェルタイプの溶接焼け除去剤もございます。
下記画像をクリックいただくと、詳細情報にリンクします。